This website uses some cookies. If you continue navigation, you accept the use of cookies. Warning: blocking cookies prevents the proper operation of the site.
Welding thick parts together (plates and pipes) requires the weld be made over the total thickness of the part in order to guarantee the assembly’s mechanical continuity. To achieve this, a bevel is made on the end surfaces of the elements to be assembled prior to welding them together.
Butt-welding on pipes is special in as much as the welder does not generally have access to the inner face of the joint. Therefore, all the welding operations must be done from the outside. For this reason, the edges must be prepared accordingly.
The different welding standards (ASME, AWS, ISO, EN, etc.) generally give the instructions to be followed in terms of bevel geometry. This article describes the preparations most frequently encountered in the industry, depending on the wall thickness of the pipes to be welded together.
1. Formation of a Bevel on a Pipe End
1. Beveling
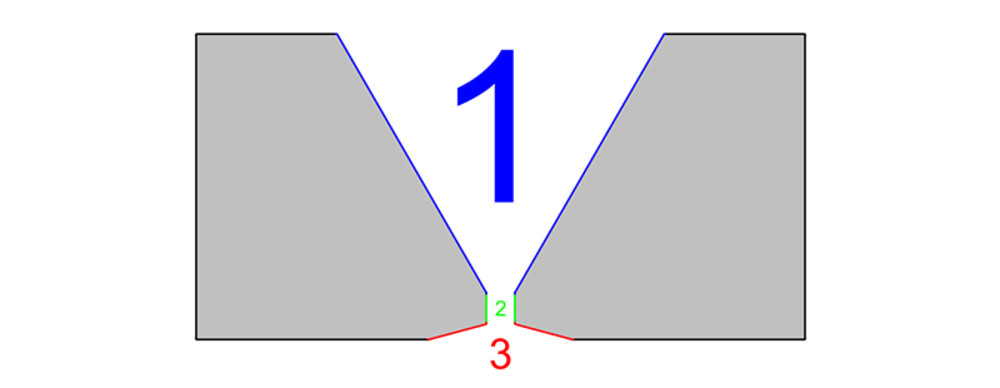
Beveling is the operation for creating a flat angled surface on the end of the pipe. The opening created by the beveling operation gives the welder access to the pipe wall’s total thickness, and enables him to make a uniform weld that will guarantee the assembly’s mechanical continuity. A root pass is made at the base of the bevels, which forms the base for filling the groove angle formed by the two bevels by successive welding passes.
2. Facing
Facing is the term used for the operation to create a land, which consists of making a flat surface on the end of the pipe. Correct facing makes it easier to put the pipes in line with each other before welding and also contributes to having a constant root opening between parts. These are both essential parameters for maintaining a correct welding puddle and for ensuring that the root pass has penetrated the joint completely.
3. Inside Counterboring
Pipe production tolerances may lead to varying thicknesses over the pipe’s circumference. This may lead in turn to variations in the thickness of the root face when the bevel is being made. This is why a counterboring operation is generally recommended in welding procedures.
The operation consists of lightly machining the inside surface of the pipe in order to guarantee that the land or root face has a constant width over the whole circumference of the pipe. Having a constant land width will make it easier to do the root pass. This parameter is essential when automated welding processes are used because a machine is not capable of assessing and compensating for any possible irregularity on the land, which obviously is not the case in manual welding.
2. The Different Types of Bevels that are Used Depending on Pipe Wall Thickness
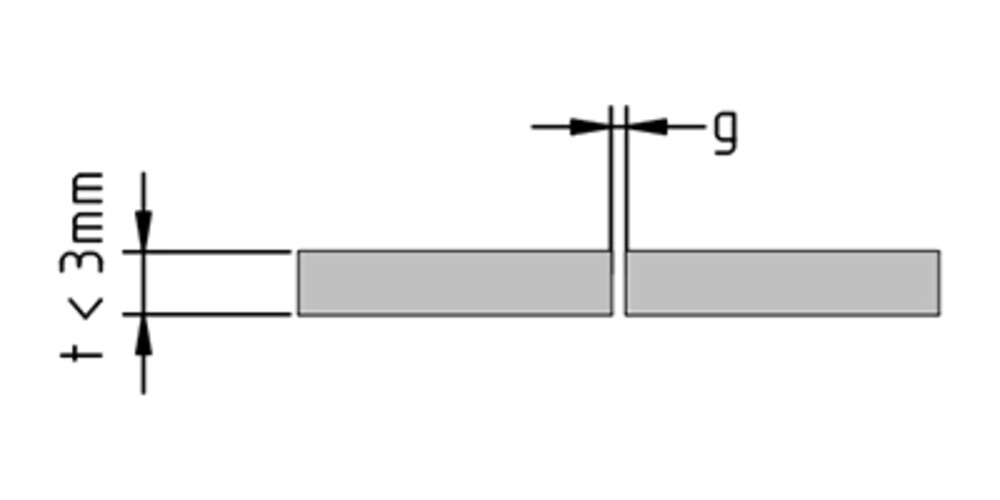
1. Range of Thicknesses t ≤ 3mm (.118”)
When butt-welding is required for pipes with walls less than 3mm (.118”) thick, beveling the end of the pipe is generally unnecessary. Arc-welding technologies (111, 13x, 141) are capable of penetrating the whole depth of the pipe in a single pass.
When an automated welding technique is used (orbital welding or a process using high-density energy sources), the end of the pipe must be faced to make sure that the weld edges are perfectly perpendicular. Depending on the application or the process used, the opening between the parts will be between g=1/2t and g=0 (especially for processes using high-density energy sources).
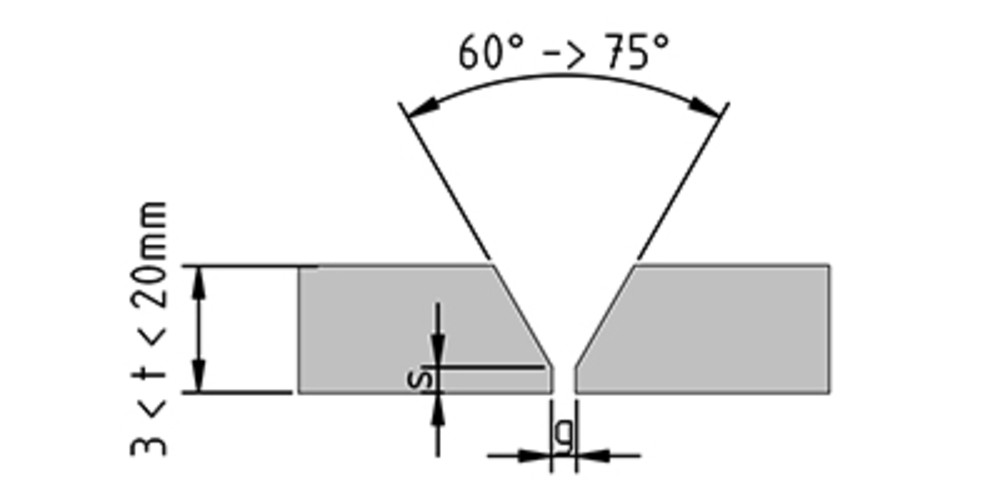
2. Range of Thicknesses 3 ≤ t ≤ 20mm (.787”)
When a welder can only access one side of the joint to be welded, preparing the parts with open square edges does not generally enable the weld metal to penetrate completely when wall thicknesses are more than 3mm (.787”). Therefore, a bevel must be made, so that the welder can make a root pass at the bottom of the joint, which will then be filled by one or more additional passes.
Usually the root pass is made using the 141 process for providing the best possible penetration (the root pass being used as a base for subsequent welding passes). For economic reasons, the following passes, called “fill” or “filling” passes, are made using a 13x or 111 process, which is more productive (the quantity of metal deposited, feed speed, etc.) than that of the 141 process.
The most common angles for V grooves are 60° and 75° ((2×30° and 2x 37.5°) depending on the standard to be applied. A land is generally required with a width (s) between 0.5 and 1.5 mm (.020 and .059”). The root opening between the parts to be welded (g) is between 0.5 and 1mm (.020 and .059”).
However, ‘J’ groove preparations are required more often for this range of thicknesses (See details below). This is especially true when orbital welding processes are used. It is also the normal type of preparation when welding alloys, such as, duplex or inconel.
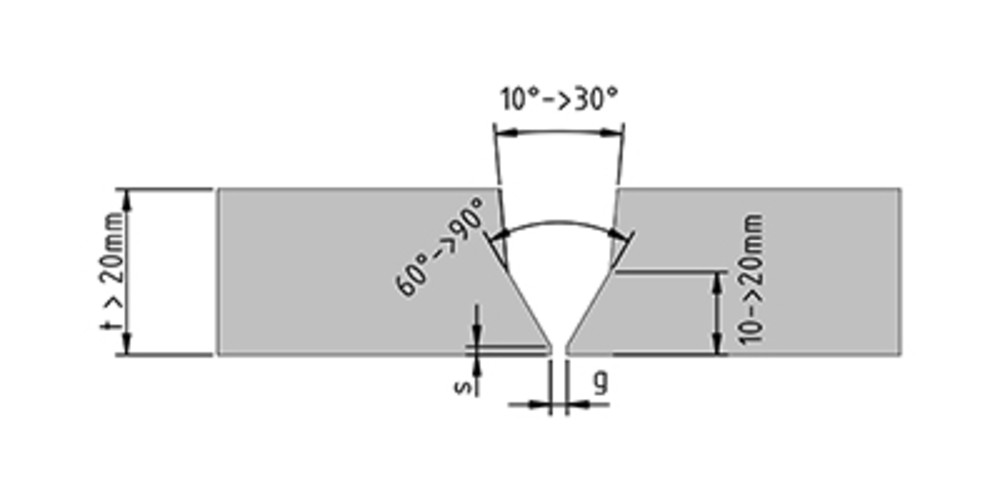
3. Range of Thicknesses 20mm (.787”) ≤ t
When wall thicknesses increase on the parts to be welded, the quantity of weld metal that needs to be deposited in the weld bead also increases in similar proportions. For avoiding welding operations that are too long and too costly from a labor and consumables point of view, preparations for welding joints with thicknesses of over 20mm (.787”) are made using bevels that enable the total volume of the bevel to be reduced.
1. Double Angle V Grooves (or Compound
V Grooves):
The first solution for reducing the size of the bevel is to make a change in the groove angle. An initial angle of 30° or 37.5° (up to 45°) is combined with a second angle, generally between 5° and 15°. The first 30° or 37.5° angle must be kept to avoid the groove becoming too narrow and preventing the welder from making the root pass.
Just like single V grooves, these preparations require a land from 0.5 mm to 1.5mm (.020 to .059”) wide and an opening between the parts (g) between 0.5 and 1mm (.020 and .039”). The hot pass for the land is usually done using the 141 process, and filling operations using the 13x or 111 processes.
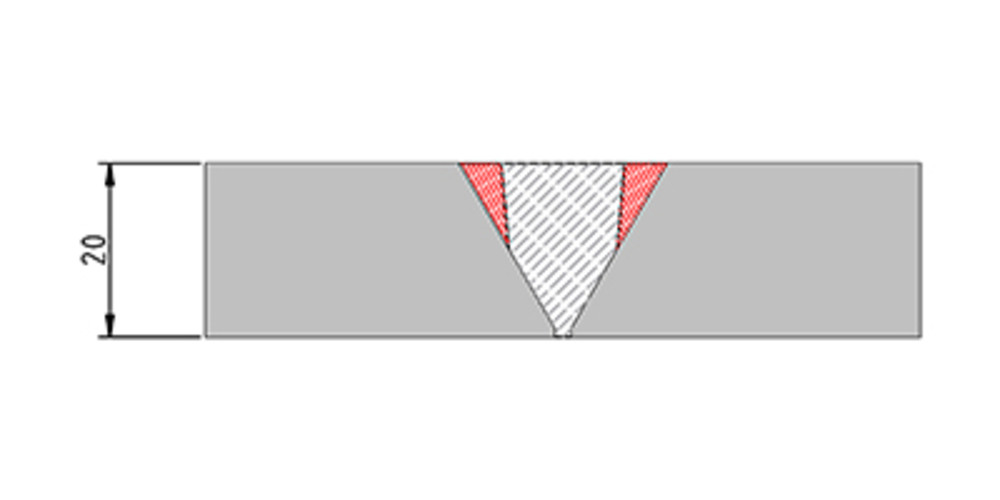
For example, in comparison with a 30° single angle bevel (grey zone plus red zone), a V bevel with a double angle of 30°/5° (grey zone) gives an economy of about 20% in terms of weld metal for a part 20mm (.787”) thick.
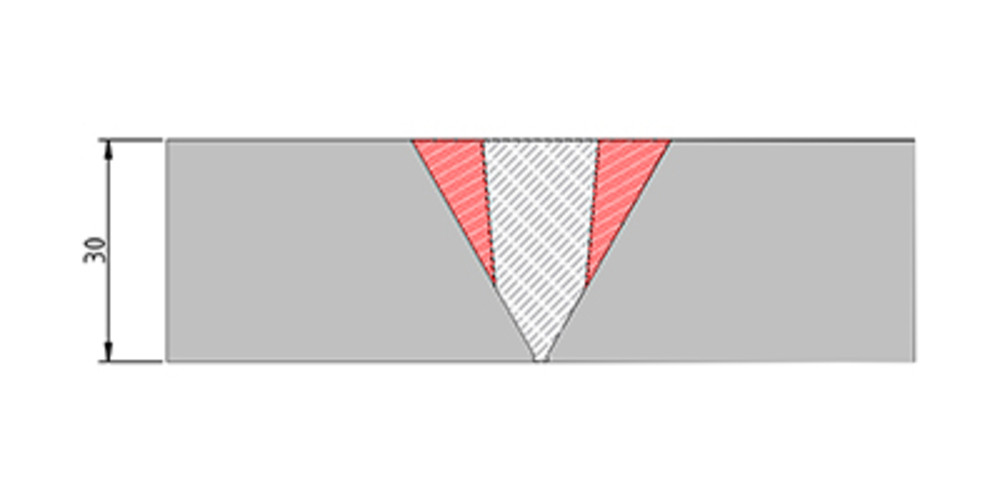
The potential savings in terms of bevel volume increase in proportion to the wall thickness of the pipe to be welded. Consequently, savings will be over 35% on a 30 mm (1.181”) thick pipe.
2. Single and Double Angle J Grooves
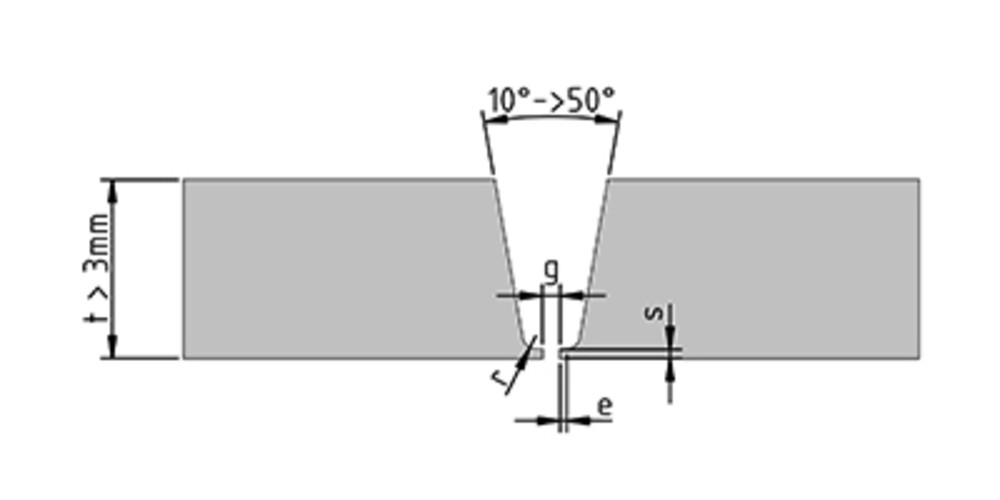
The second solution for drastically reducing the volume of the bevel and, consequently, the amount of weld metal in the ‘J’ groove preparation. Single angle ‘J’ grooves are comprised of an angle that is normally between 5° and 20°, a groove radius (r) and an increase in the land (e). The latter element makes the root pass easier to do by giving the welder better access to the land.
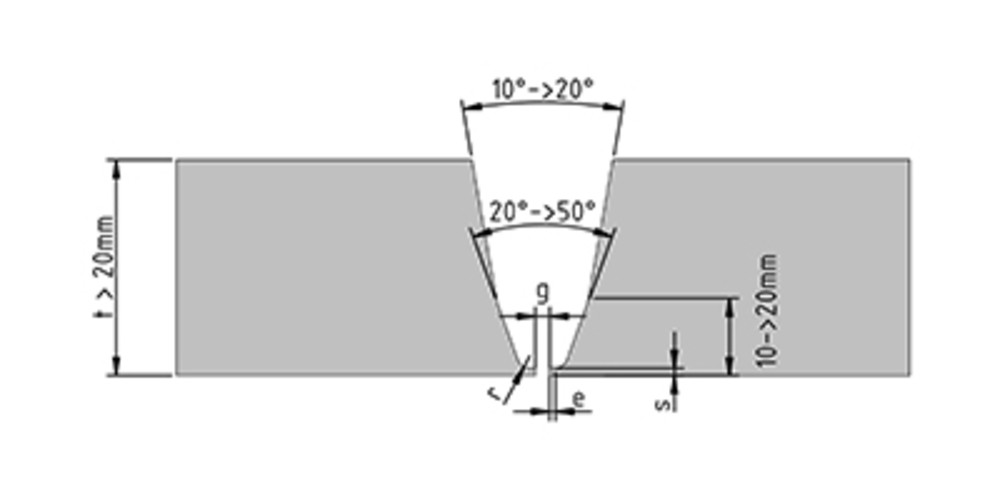
For cases with very thick walls, compound angle ‘J’ grooves can be made. Normally, the first angle is made at 20° and the second at 5°.
J or compound J grooves are usually welded with either a very small or a zero opening (g) between the parts.
From the point of view of geometry, bevels must be perfect to avoid cracking and other problems. As well as providing the accuracy to be guaranteed for this type of preparation, the machine used must also be capable of machining thick-walled pipes rapidly, in order to meet the production speeds required by manufacturers.
3. Narrow Gap Preparation
A variation on this type of bevel is narrow-gap preparation, which is used more and more in the oil industry due to the increase in pipe wall thicknesses and the high production rates to be maintained. The technique generally consists of making a single or compound angle ‘J’ bevel, with an opening as narrow as possible. This provides a very substantial reduction in the amount of weld metal used and an increase in productivity due to the decrease in welding times. For thicknesses of over 50mm (1.968”), the productivity factor can be over five times higher than on a weld made with a traditional bevel.
Even so, a large number of constraints are to be found in the use of this technique. Two of them have a direct impact on the weld preparation process:
Firstly, bevel geometry and the opening between the parts must be controlled with the utmost accuracy. This is because the opening between the parts does not give the welder access to the bevel root. As a result, the whole weld, including the root pass, must be done using an automatic process. Automatic processes cannot accept any faults in alignment or irregularities in land width, contrary to the welder who is capable of adjusting the position of his torch for compensating any geometric faults in the groove.
The grade of the materials to be welded represents the second factor that must be taken into account. Every type of material possesses different shrinkage characteristics. Therefore, bevel geometry (the opening angle) must be studied beforehand for each different grade. The higher the shrinkage level of a material after welding, the more the angle has to be open, so as to prevent any cracks from appearing during solidification. A variation of a few tenths of a degree in the angle is liable to have a direct impact on the occurrence or absence of cracking, especially when welding nickel-based alloys.
These types of constraints require long and costly preliminary studies. Therefore, they need to be accompanied by a perfectly controlled bevel machining process. The description of the welding procedure (DMOS) resulting from preliminary studies requires lands to be accurate to one millimeter (.039”), for angles to be accurate to one degree and for the parts to be welded to be aligned perfectly so as to avoid any possible welding defects. Therefore, the equipment used for making the bevel must be capable of guaranteeing reliable repeat preparations under all conditions.
3. Machining a Bevel on a Pipe End
1. Axial Movement Machines
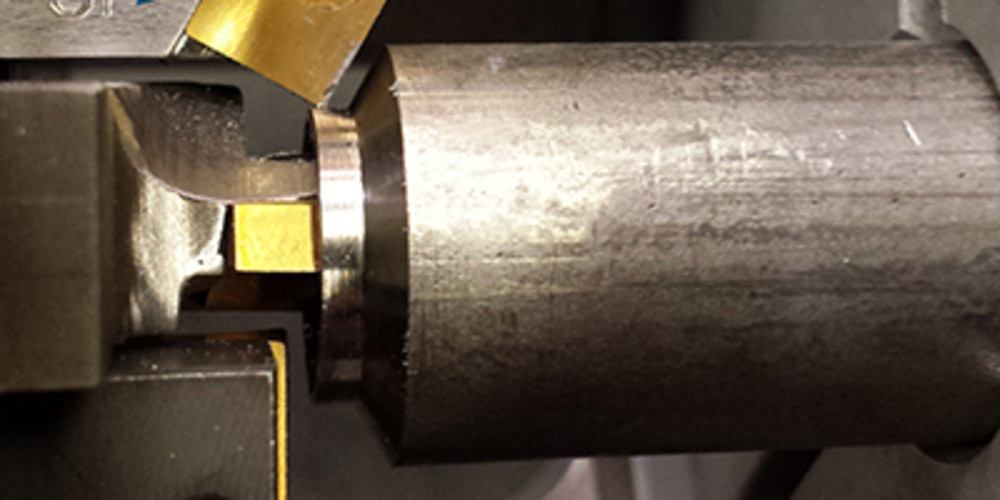
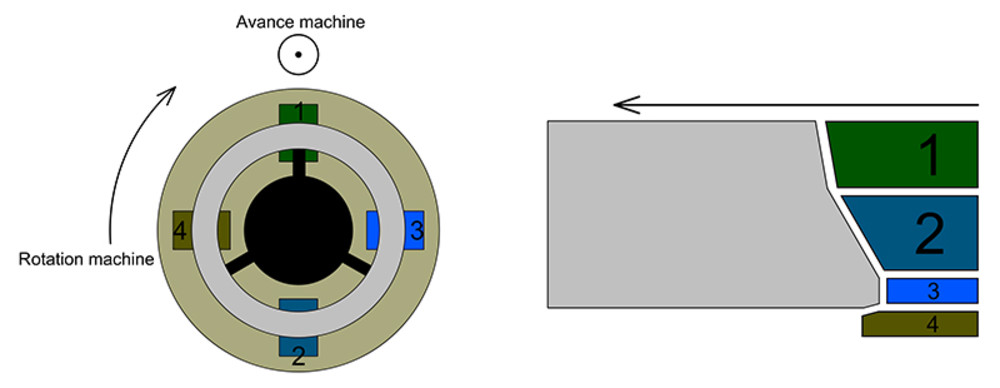
Axial movement machines are equipped with a plate that moves in line with the axis of the pipe. Cutting tools are placed in position on the plate for making the required bevel shape. In the case of a compound bevel, tools will be used that have a shape identical to that of the required bevel or their shape is formed by combinations of simple shape tools. The most efficient machines on the market enable four tools to be used at the same time. This enables a bevel, a land and a counterbore to be made in one single operation.
Here, tools No. 1 and 2 machine a compound bevel (the two tools can be combined to form one single tool). Tool No. 3 faces the land or root and tool No. 4 counterbores the inside diameter of the pipe. The tools move parallel to the axis of the pipe. For this reason, axial movement machines are essentially designed for beveling operations and are incapable of cutting a pipe into two separate parts. Example of application: Making a bevel on the end of a pipe that has been cut to the correct length beforehand.
2. Radial Movement Machines
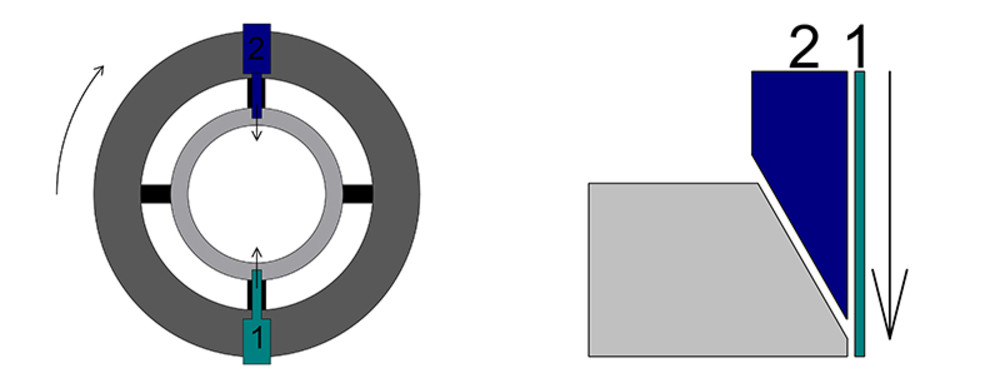
Radial movement machines, called orbital machines, are generally held in place on the outside of the pipe. The tool-holder plate rotates while the pipe to be machined remains fixed. The tools move perpendicularly to the axis of the pipe by means of a mechanical transmission system. Unlike axial movement machines, radial movement machines carry out the beveling operation by separating the pipe into two parts. So, the latter type of machine can also be used for pipe cutting or length adjustment operations.
Using beveling tools (No. 2, simple or compound shapes) combined with cutting tools (No. 1) enables the pipe to be cut in two and welding preparation (beveling) to be carried out in a single operation. The most efficient machines are capable of cutting and beveling several dozen millimeters in just a few minutes.
Example of application: Cutting lengths of pipe from an original base pipe. The parts cut off in this way are beveled at the same time as the cutting operation.
 Français
Français  Deutsch
Deutsch  Español
Español  Pусский
Pусский  中国
中国  Polski
Polski